バイク用部品
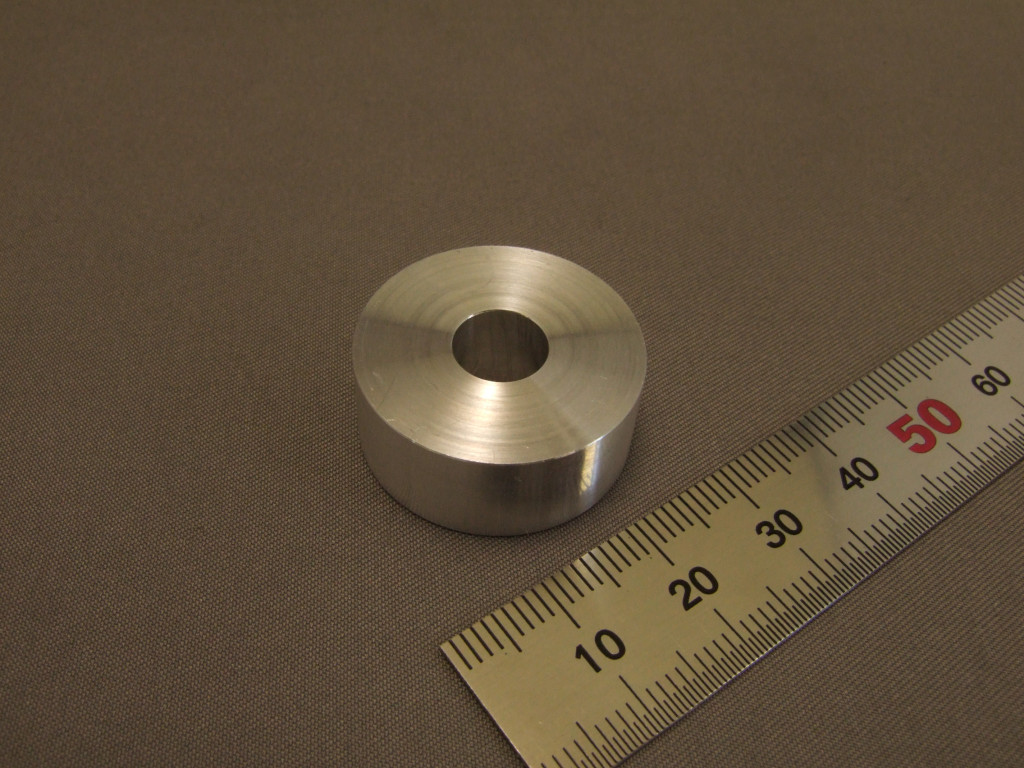
以前にも何度かご紹介しております、バイク用のスペーサーです。
寸法に精度が必要なく、非常に簡単な部品ですが、板材をこのように丸くカットするのは工作機械を使わないと難しいと思います。
私共が加工する際には、板材ではなく丸棒を切断し、その後外径、内径、側面を旋盤加工で仕上げています。
東京・新宿にある町工場からお届けしています。掲載している製品は、全て個人のお客様からご依頼頂いたものです。
個人のお客様は1-OFF.jpもご覧ください。お問い合せはinfo@micro-ind.co.jpまで。
カテゴリー「」の検索結果は以下のとおりです。
以前にも何度かご紹介しております、バイク用のスペーサーです。
寸法に精度が必要なく、非常に簡単な部品ですが、板材をこのように丸くカットするのは工作機械を使わないと難しいと思います。
私共が加工する際には、板材ではなく丸棒を切断し、その後外径、内径、側面を旋盤加工で仕上げています。


昨日お伝えしたカメラグリップの新製品、【タイプC】の販売を開始致します。
従来品のタイプAから長さを20mmだけ延長し、指1本分長くなりました。
ただこのままですと重量が重くなるため、中空構造にして軽量化を図りました。
上の写真は従来品との比較写真です。
20mm違うだけですが、長さの比率は30%アップになりますので、実際に比べてみると大きな違いがあります。
タイプAの方はコンパクトさでは優位を誇っていますので、ホールド感か、コンパクトか、お客様の選択肢が拡がったのではないかと思います。
もちろん径を太くする事で抜群のホールド感を持つタイプBもございますので、じっくりご検討の上、注文頂きたいと思います。
今後とも1-OFF.jp、及びミクロ工業の製品を、何卒宜しくお願い致します。

大変ご好評頂いておりますカメラグリップに新製品が加わります。
弊社製品、タイプAの長さは握り部が60mmでしたが、20mm延長したタイプを今回発売する事となりました。タイプCとなります。
当初コンパクトさを失われないよう、タイプAの長さを60mmまでとしておりましたが、お客様からご要望頂いた事もあり、よりしっかりとホールド出来るよう、今回商品化に至りました。
これまでの製品通り、初期生産分は数量限定で特価にて発売致しますので、お早めにご注文ください。
ご注文は、明日開始予定です。
前々回の記事と同じ、ゴルフ関連の部品をご紹介します。
ゴルフ用の部品は珍しいのですが、たまたま時期が重なりました。もちろん別々のお客様です。
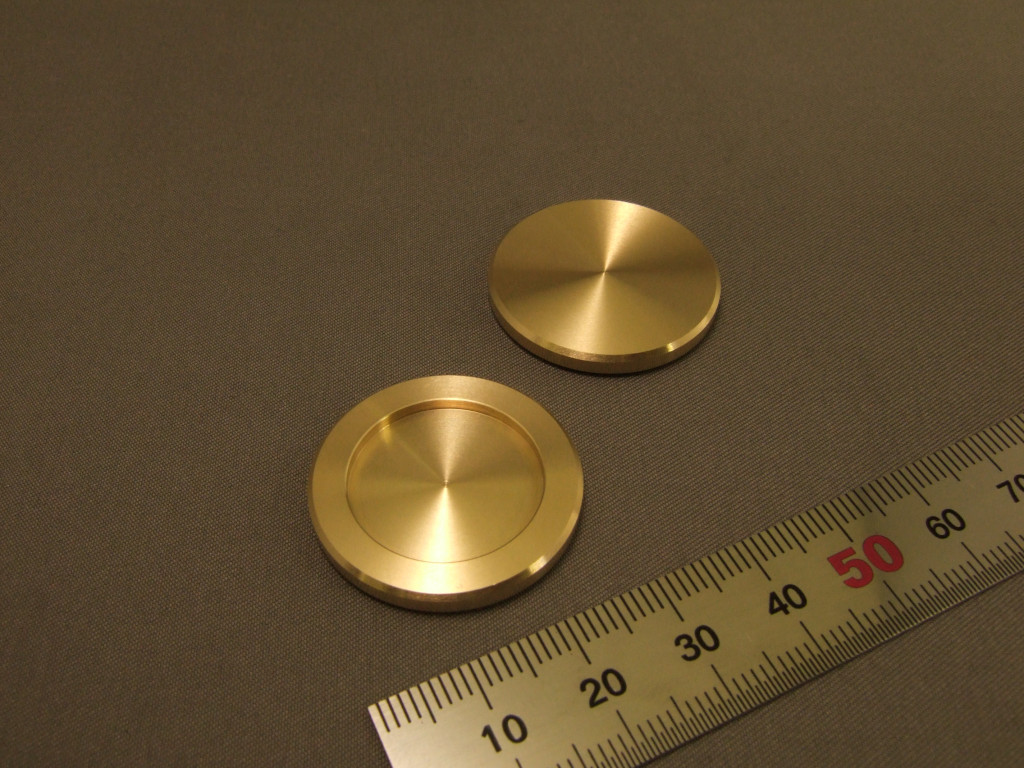
今回の部品はマーカーです。ゴルフをされる方はもちろん、プレイしない私のようなものでも、大体の用途は分かります。
グリーン上での視認性を考えて、材料は真ちゅうをお選び頂きました。
構造としては単純で、加工も大変易しいものですが、個人のお客様からしますとこのような部品を作るのは簡単ではないと思います。
価格は1個2,500円で、2個時の価格です。
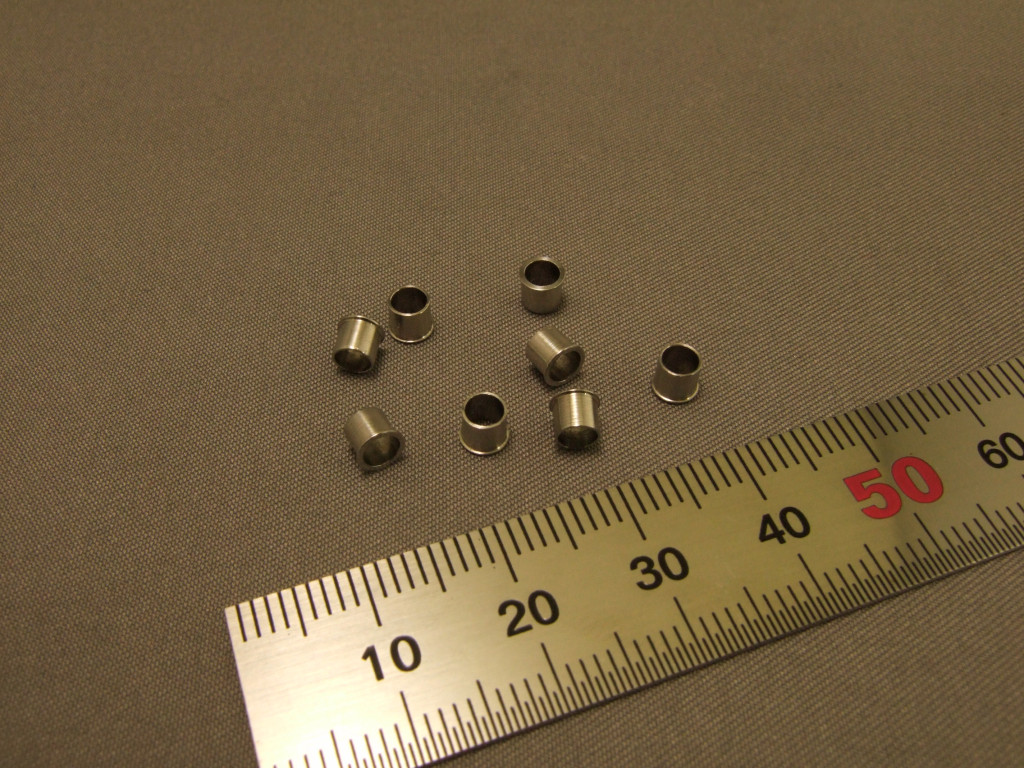
今回はステンレス製の小部品をご紹介します。
もちろん個人のお客様からご依頼頂いたものです。
ステンレスの種類はSUS304です。通常小さな部品ですと加工のし易いSUS303を選択しますが、加工性と工程を検討した結果、今回はSUS304にて加工致しました。
数が10個と多いとは言え、小さな部品なので303と比べて大きく時間が短縮できるわけでも無いので、このサイズになると303を選んでも余りメリットは無いようにも思います。

ゴルフと精密部品は全く結びつきが無さそうですが、実はこれまでにも何度かご依頼を頂いた事があります。
お客様はプロの方なので詳しいご紹介は避けたいと思いますが、パターの部品などを製作した実績があります。
私自身、ゴルフの経験は無いので詳しくは分かりませんが、ほんの少しの寸法の違いや、材質によって打感が随分違うのだそうです。
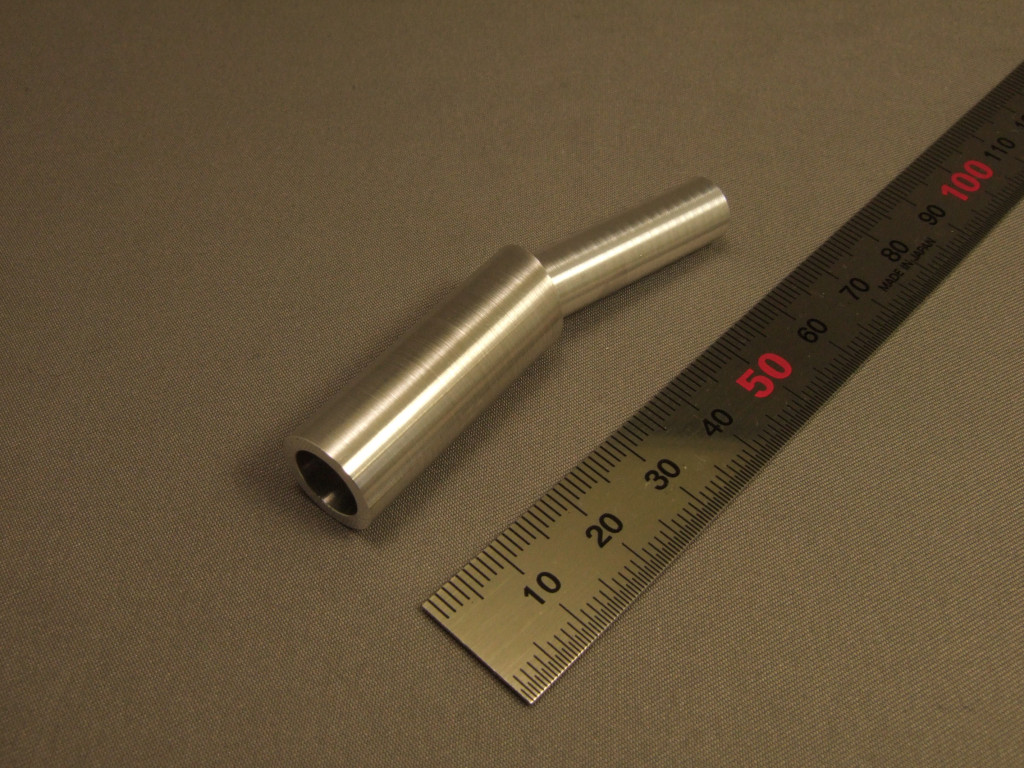
今回ご紹介する部品は、詳しくは分かりませんがゴルフヘッドに使う部品とのことです。
個人のお客様では余りご依頼を頂く事は少ないですが、部品自体に角度が付いていて、手間の掛かる部品となっております。
角度自体は正確に加工できますし、角度を付ける加工そのものは難しい物では無いのですが、丸棒など、円形状の部品に対して角度を付けるとなると、それなりの工夫を必要とします。
材質はアルミですが、写真の部品にメッキを施してからお納め致しました。
屋外で使用する部品なので、耐食性を高めるためにも、メッキは不可欠になると思います。

発売以来大変ご好評頂いております、弊社製タンパーに、新たな商品が加わることになりました。
新商品はプラボールタンパーMTJ58です。
現在MTPシリーズは7,500円という価格にてご提供させて頂いておりますが、工場直売ならではの価格でかなり割安とは言え、数量が出ないために今ひとつ魅力的な価格と言えないのも事実だと思います。
そこで弊社としましても、たくさんの方にタンパーを使って頂こうと、幾つか試作改良を重ねた結果、握り部分にプラスチック製のボールを使用する事で、更にコストダウンが可能になりました。
5,000円以下でステンレス製タンパーが入手可能になるのは、かなりお得だと自負しております。
MTPシリーズに比べ、握り部分は強度や耐久性の面で劣りますが、プレス面の品質は変わらずフラットな面精度で製作しておりますので、問題なくタンピングが行えると思います。
今後もタンパーの新商品を企画していきたいと思いますので、ご意見などございましたらお気軽にご連絡ください。
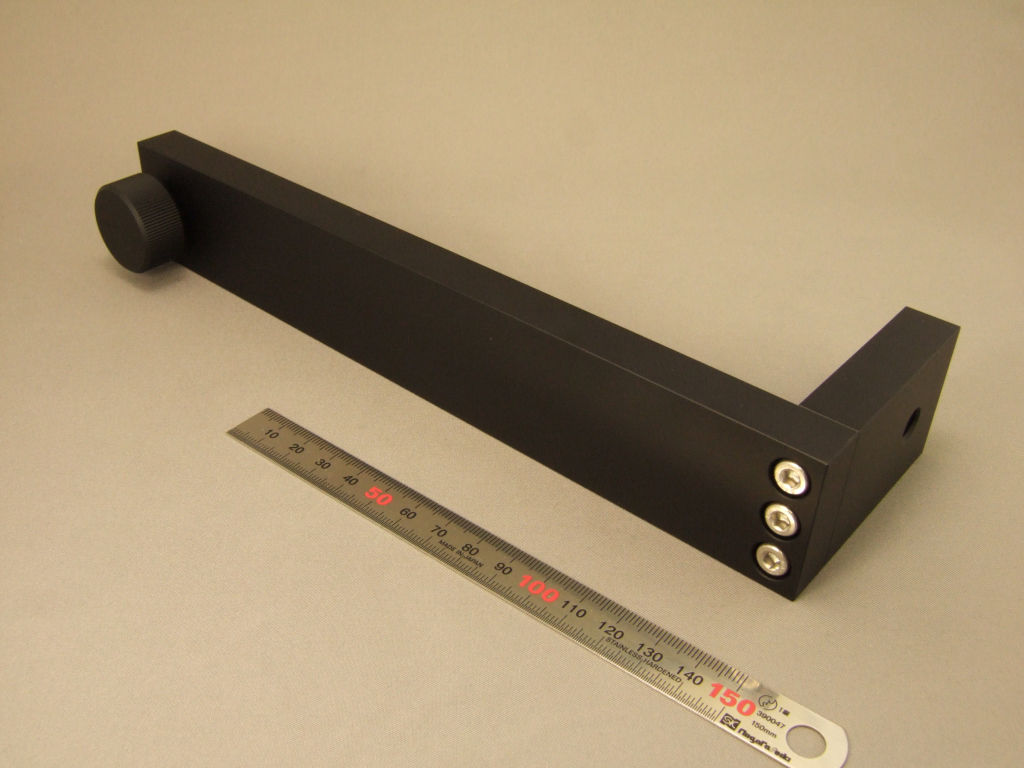
カメラを取り付ける台は、QTVR用など、色んなものを製作して参りましたが、今回の部品は回転しないので単純なものと言って良いと思います。
L字ブラケットと言うとアルミ板を90度に折り曲げた製品が多く、弊社でも同様の製品を何度か製作した事がありますが、重量が掛かるもので、安定した作りにするにはやはり板の厚みを増してボルトでしっかりと締結する方法が良いと思います。
今回お客様の方からは構造までは決めて頂きませんでしたので、弊社の方でこの方法をご提案致しました。
一般には、スチールやアルミなどは溶接による接合が多く見られますが、弊社では溶接は基本的に取り扱っておりません。
光学製品・測定器の製品では溶接はほとんど必要とせず、このボルトによる締結が多いです。
ネジ穴を開ける程度で、ボルトは無償で追加致しますから、外観上綺麗なのはもちろん、コストの面でも溶接より有利です。
ただ強度の面では溶接の方が上だと思いますので、どんな構造が良いのか、最終的にはお客様にご判断頂きたいと思います。
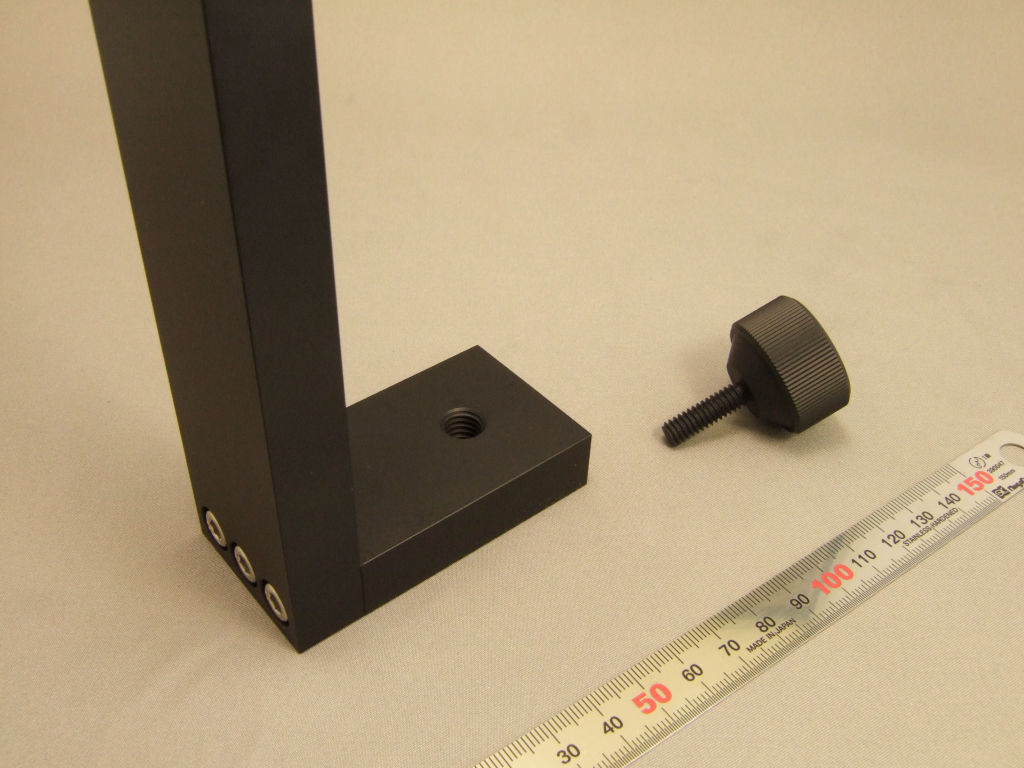
上の写真で、左上の部分にカメラを取り付けますが、カメラをブラケットに固定するために三脚ネジのノブを使用します。
ノブは外周ローレット仕上げで、勿論弊社で製作致しました。
下の写真で中央に開いているネジ穴は3/8インチの三脚ネジで、通常の三脚ネジは1/4インチですから一回り大きいタイプです。
材質は一般的な光学製品と同じ、A5052で、つや消し黒アルマイト仕上げとなっております。
ボルトはステンレスで、六角穴のタイプです。
一般的には十字穴ネジが多いですが、私共が扱うネジは、ほとんどこの六角穴ネジです。
十字穴のネジよりもしっかりと固定できるので、精密機械の関連では、ほとんどこのネジを使う事が多いです。

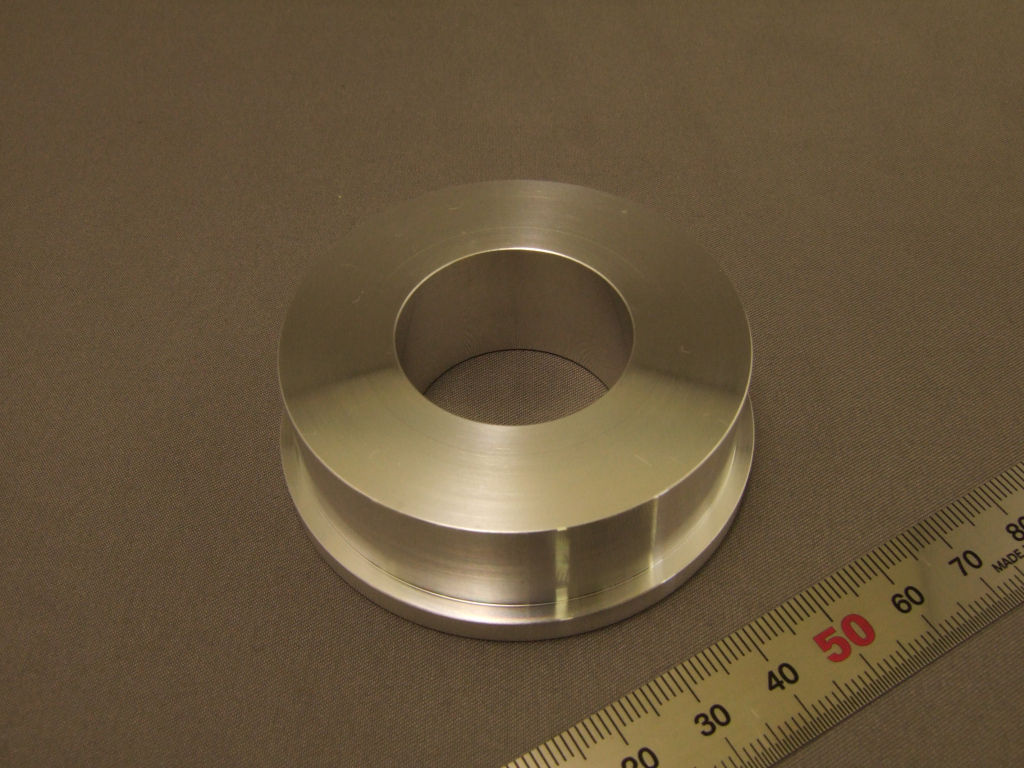
バイクに使用するパーツで、スペーサーのような物を製作致しました。
お客様からベアリングをお預かりし、メッキ後もベアリングが入る事を確認し、発送致しました。
個人のお客様でベアリングを相手部品としてお借りするのは珍しいですが、ベアリング関連の部品は、精密部品の工場ではごくごく一般的な製品です。
回転機構にはベアリングが欠かせず、ベアリングのサイズもほとんど規格で決まっていて図面にミクロン単位の寸法で指示されているのでベアリングそのものをお借りする事は希ですが、個人のお客様においては規格をご存じないのは当然として、ベアリングの相手をどの程度の寸法にすれば良いか、迷われるケースも多いと思います。
そのような場合には、図面に「ベアリングがスムーズに入る」などと記入して頂ければ十分です。
今回の部品の場合、正確には、ベアリングの径よりも20ミクロン程度少ない数値で加工し、ベアリングに入るように加工しましたが、10ミクロン違うだけでも大きな差になりますので、厳密に寸法を指定する必要がなければ、一般的な数値をこちらで決めさせて頂きます。
大型の装置などでは、焼きバメと申しまして、鉄製の部品を熱して一旦サイズを縮小して、そこにベアリングを入れ、常温になると部品が膨張してベアリングが外れなくなる、というような方法を取るケースもあります。
このような場合は、常温ではベアリングが入りませんので寸法を正確に出す必要があり、それなりの技術が必要になります。
今回の場合はアルミですし、ただベアリングに入れば良いのですが、メッキをする場合にもそれなりの注意は必要です。
メッキには当然皮膜がありますので、メッキ前に入ったベアリングが、メッキをしたら入らなくなった、と言う事がないように、メッキ分の皮膜数ミクロンを考慮して、その分大きくしたり小さくしたりしてメッキ後にきちんと入るようにシフトして製作致します。
なお、写真には一部メッキが剥げたように白くなっている所がありますが、これはアルマイトメッキに必要な「接点」と呼ばれるもので、アルマイトは電気を流して被膜を付けるため、接点を付けたところだけメッキが付かなくなります。
通常はネジ穴(タップ穴)など、目立たないところを接点として利用するのですが、今回はそのような箇所が無いため、ベアリングを入れる事でメッキ後も隠れてしまう箇所を接点として利用させて頂きました。
白アルマイトの場合は、メッキ後も白くなるのでほとんど目立ちませんが、黒アルマイトの場合は接点が目立ちますので、メッキを含めてご依頼頂く方は参考にして頂ければ幸いです。
今回ご紹介する部品も、A7075です。
一般的な光学用部品ですと、実はA7075はほとんど扱いません。A5056(A5052)を使う事が多いです。
材料コスト、加工コストは、若干ですがA7075の方が高くなりますので、それも理由の一つだと思いますが、あとは材料の流通性やメッキ時の不具合を避ける、硬すぎてしまう、などの理由があると思います。
コストに関しては企業のお客様は少しでも費用を抑えようとするのは当然で、点数が多い場合は材料を変える事で生じる金額の差も少なくないでしょう。
流通性に関しては、丸棒や板材で、A5056(A5052)の方が種類が豊富で材料屋さんも在庫を持っているので入手性も良いです。
入手性の悪い材料は材料費が高くなる場合があり、加工コストが余計に掛かってしまう可能性も高くなります。
メッキに関しては光学部品を普段から取り扱っているメッキ屋さんであれば問題ないですが、アルマイトは材料の種類によって被膜の付き方、染料の乗り方が違ってくるので、そのノウハウを知らないと、A7075にアルマイト処理をしたら色が付かなかった、などというトラブルが起きやすくなります。
一方個人のお客様の場合、一点物でコストは多少高くなっても良いが、耐久性や必要な強度に関してはどの程度にすべきか分からないので、手に入る最も良い材料で、というのがこの材料を選ぶ大きな理由でしょう。
特に光学系の企業様の場合は長年培ったノウハウで、どの材料にすべきかの判断ができ、その結果ほとんどA5056になっていますが、大学や研究機関のお客様では、実験の際のトラブルを防ぐ為、できるだけ強度の高い物をお求めになるケースも多いです。
弊社の側からは、どの材料が良いか参考程度のアドバイスしか出来ませんので、最終決定はお客様にお願いしておりますが、普通強度が弱い物を求められる事は余り無いので、耐久性が必要でしたら、やはりA7075をお勧め致します。
ただ、その場合でも、使用方法によっては強度不足になる事も十分考えられますので、その点に関しては何卒ご了承ください。
ご紹介が遅くなりましたが、写真の部品は望遠鏡に取り付けるスペーサーで、メッキはしておりません。




