個人のお客様向け光学部品 追加のご注文
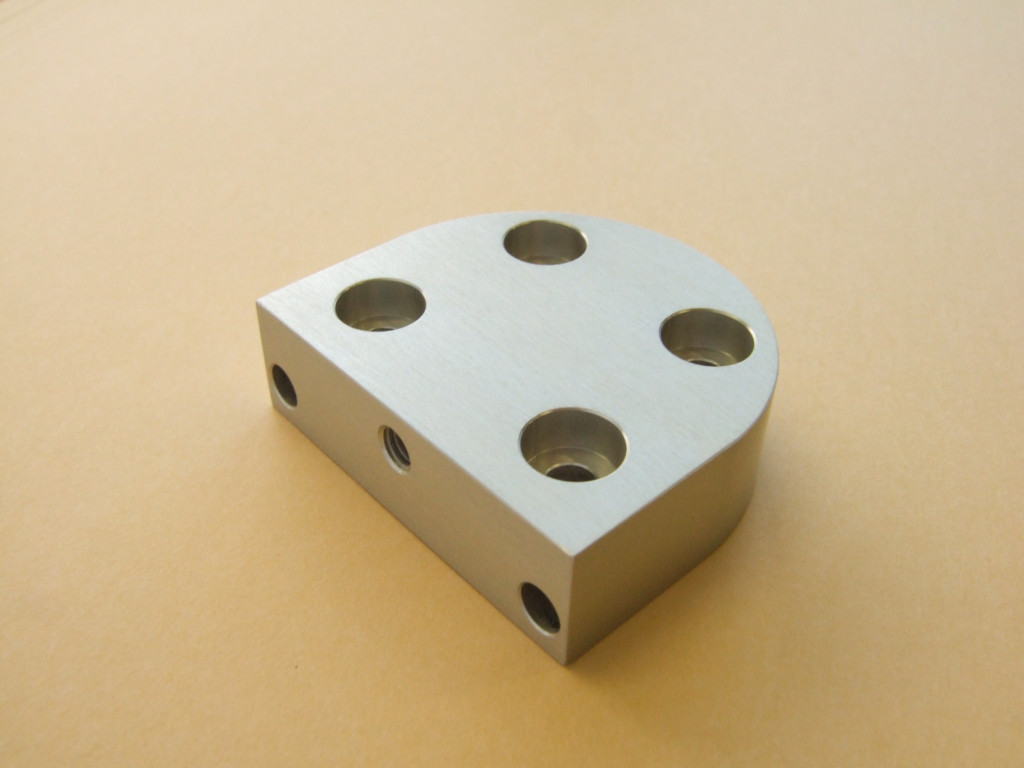
以前製作した部品を、少し形状を変更して再度ご注文頂きました。
以前は白アルマイトでしたが、今回はつや消し黒アルマイトです。
光学部品はアルミで製作することが多く、アルミのメッキと言えばアルマイトが主流なので、弊社でもほとんどの部品にアルマイトメッキを施して納品させて頂いております。
アルミは元々軟らかくて強度が低い材料ですので、特にネジ山がある部品に対しては、ネジを守る意味でメッキをお勧めしておりますが、特につや消し黒アルマイトはお勧めです。
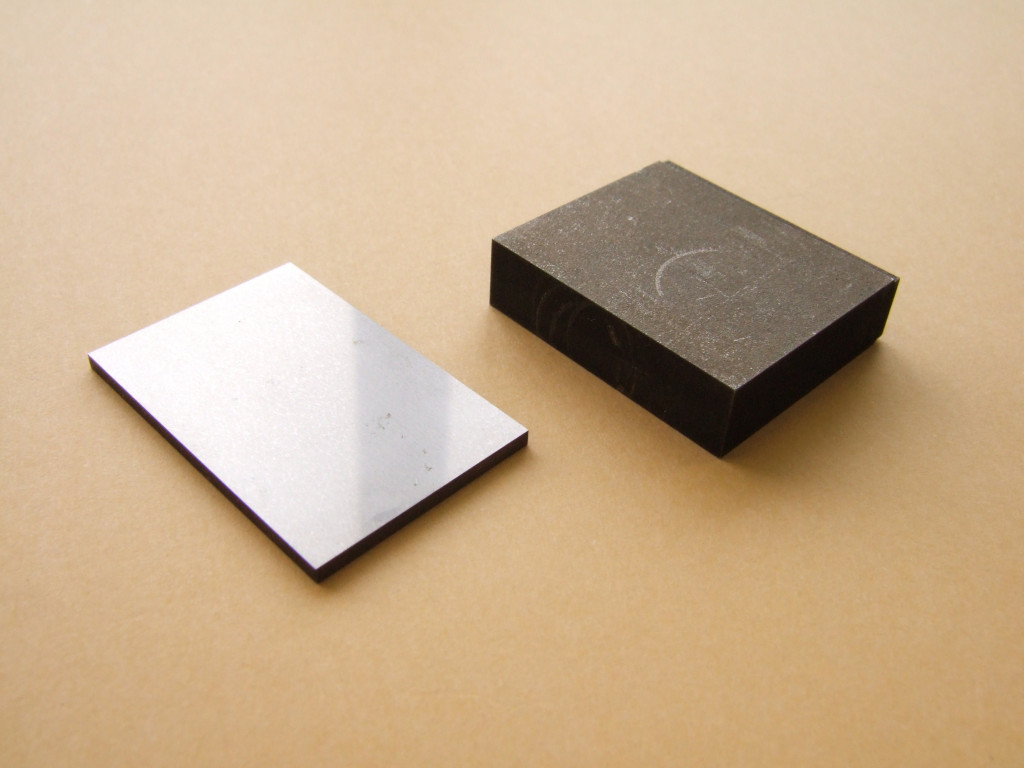
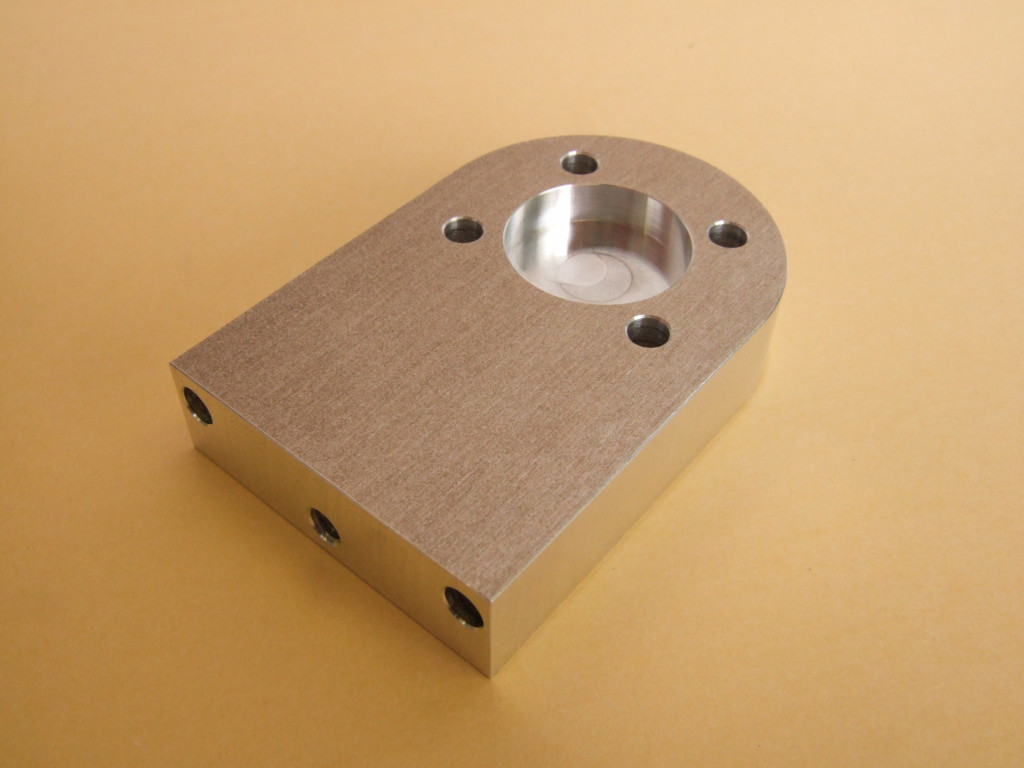
下の2枚の写真をご覧ください。
上が加工後そのままのもので、メッキをしていません。
下がつや消し黒アルマイトをしたものです。
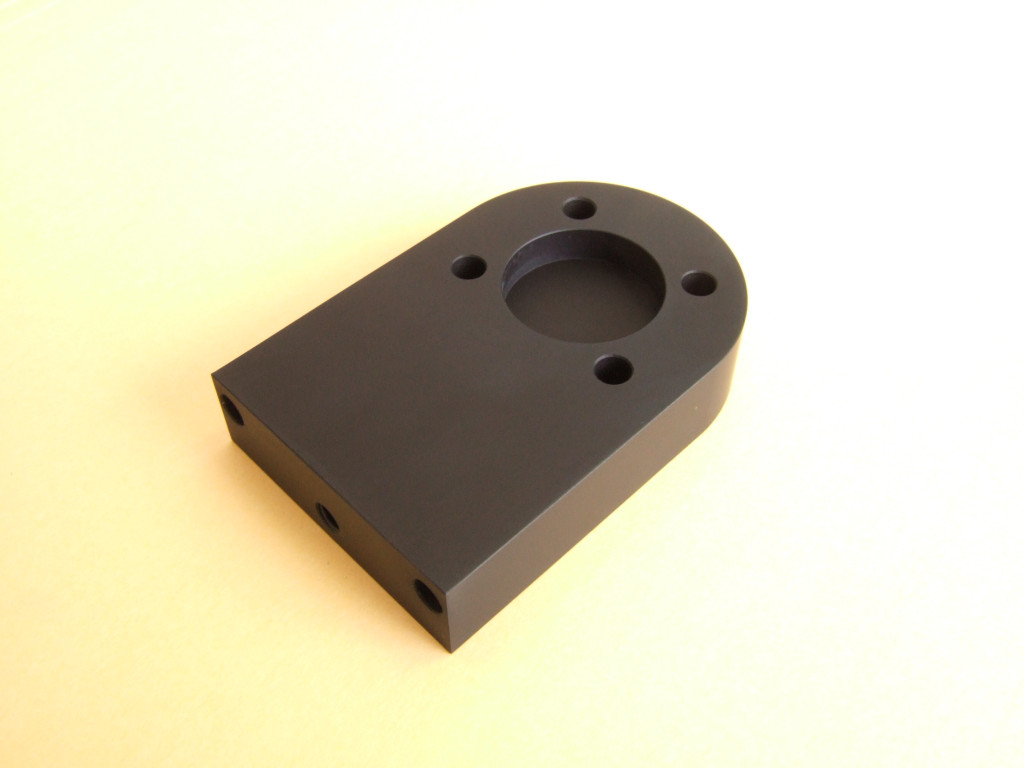
そもそも光学部品は光の反射を嫌うので黒く染めるのが一般的ですが、つや消しにすることで更に光の反射を防ぐことが出来ます。
同じ黒でもつや有りのアルマイトは光を反射します。
昔はカメラなどの外装部品はつや有りの黒アルマイトが多かったと思います。
光の反射を防ぐと共に、加工跡が消えて均一な表面になるので、見た目もすっきりして質感が良くなります。
つや消しの強度にも色々ありまして、余り強くつや消しをし過ぎると表面が荒れてしまう為、適度なところでつや消しを止めて、その後黒アルマイト処理を行います。
この部品は、縦60mm x 横40mm x 厚さ10mm程度のサイズですが、メッキ代は500円程度です。
腐食を防げて、強度がアップし、質感が良くなって500円ですから、コストパフォーマンスは良いと思います。
ところで、当ブログではアルミ製品をご紹介することが多いので、メッキはアルマイトだけかと思われるかも知れませんが、弊社ではあらゆる材質に対してのメッキ処理を承っております。
町工場だとメッキまで頼めないのではないか・・・と、お問い合せ頂くことも多いですが、部品製作込みでしたら1個でも承っておりますのでお気軽にお申し付けください。
ステンレスはメッキが不要と考える方も多いと思いますが、ステンレスのメッキも常時行っております。その他、多いのは真ちゅう、銅、鉄などです。